Flush Self-Pierce Riveting
Introducing FSPR
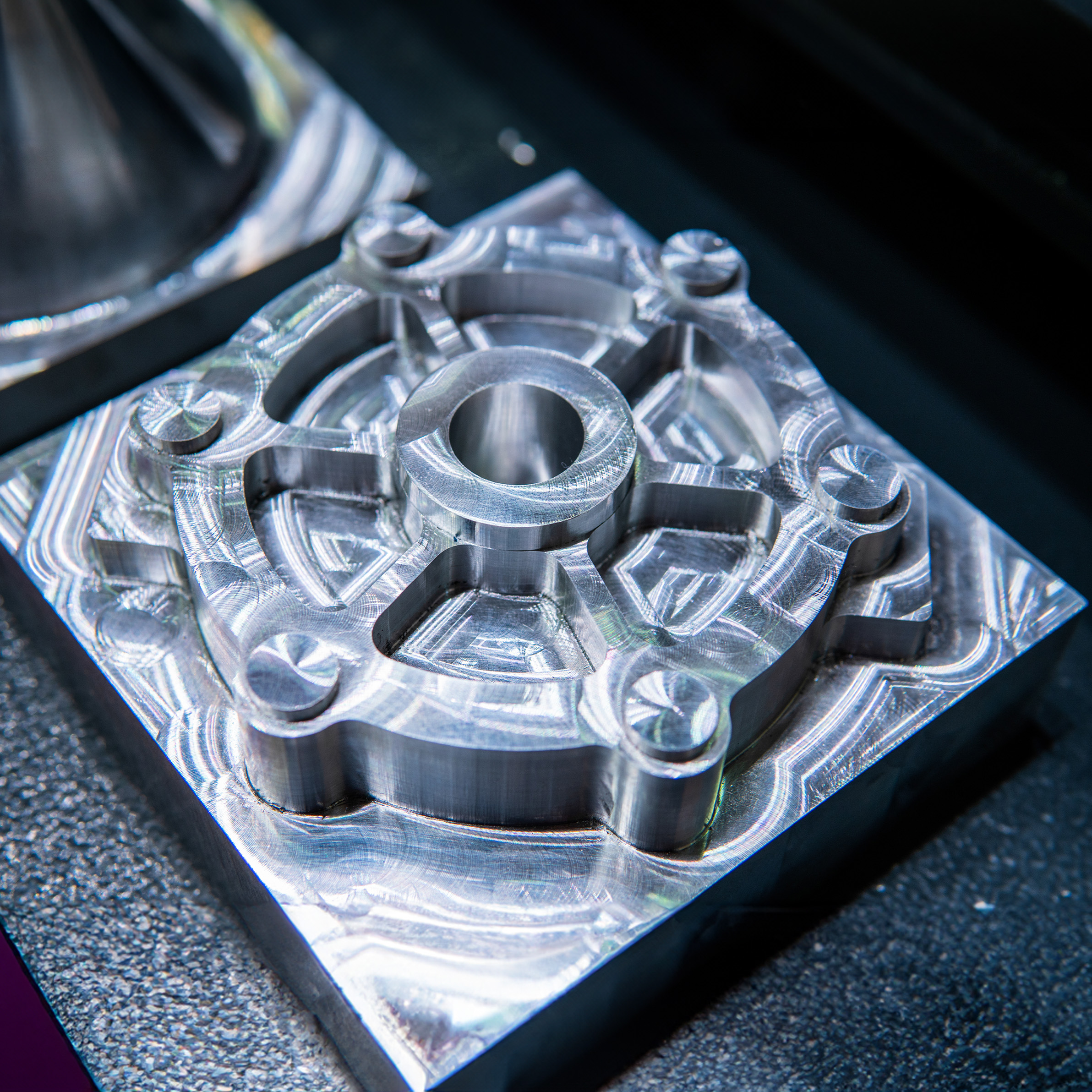
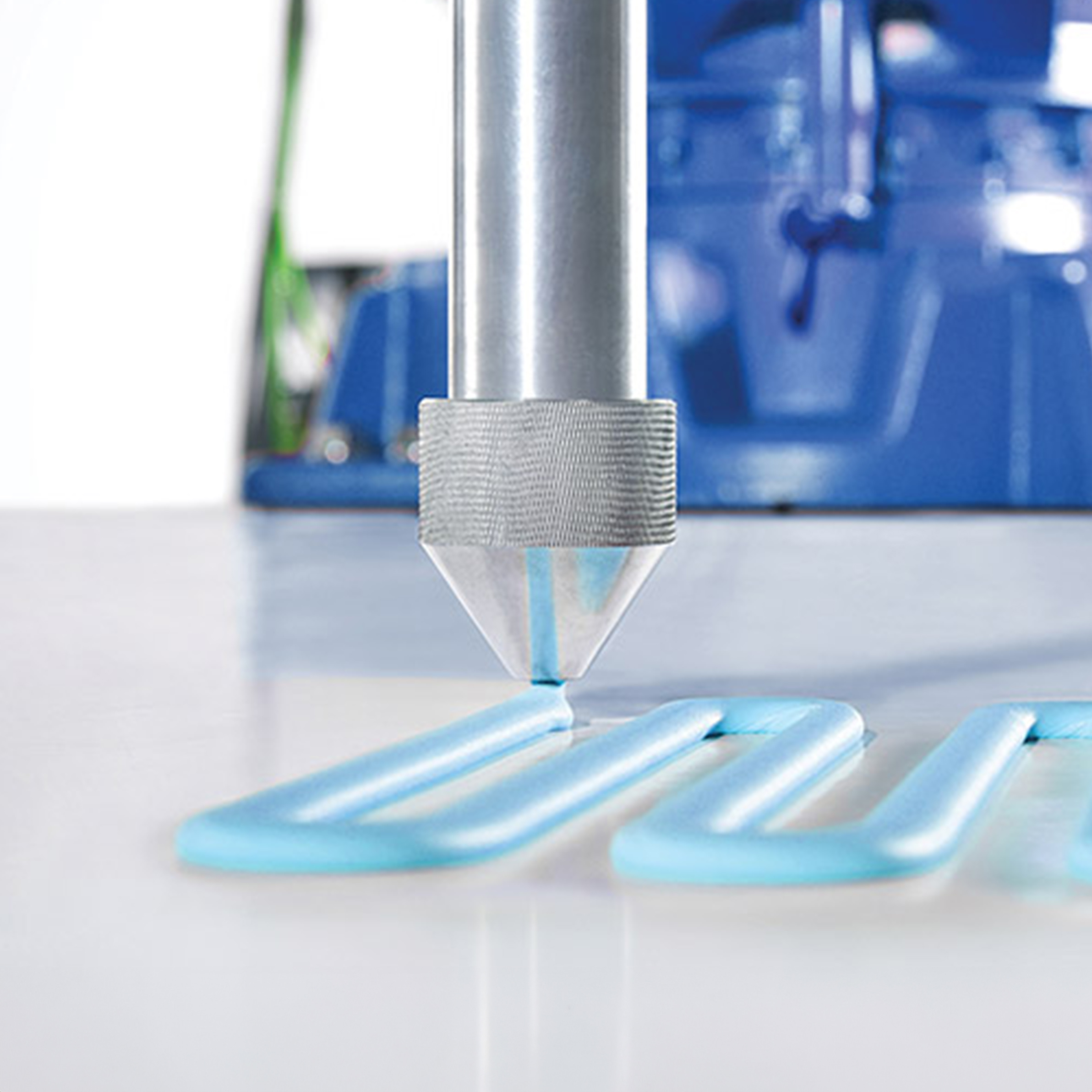
FSPR self-pierce riveting process is realized by a simple punch and die operation which automatically feeds, punches, inserts and locks the self-piercing rivet to produce a solid joint in one high-cycle operation.